Vitamina Lab packaging
Vitamina Lab specializes in advanced liposomal nutritional supplements, utilizing a direct-to-consumer model. Their packaging approach leverages high-impact visuals and precise structural formats to reinforce product efficacy, quality, and brand trust.
Packaging Portfolio
Vitamina Lab's packaging portfolio is anchored by folding carton boxes made of single-layer paperboard and rigid chipboard boxes for premium products. The majority of formats are rectangular with matte finishes, employing vibrant color blocking and distinct branding elements for shelf presence. Structural designs include multi-compartment configurations for product separation and cylindrical jars within rigid boxes for enhanced perceived value. Packaging solutions are optimized for both retail display and direct shipping, balancing branding visibility with protective function.
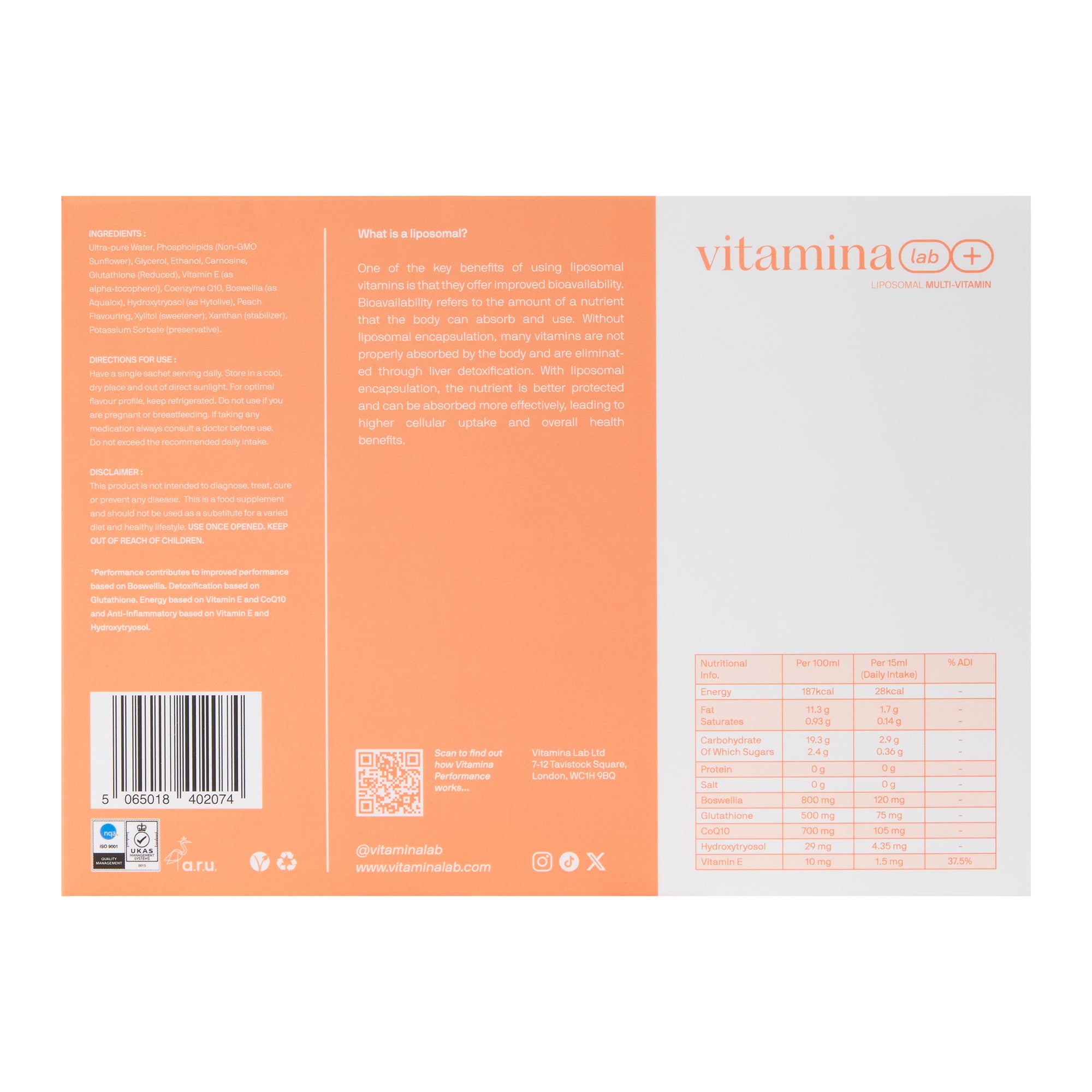
The packaging is a flat, rectangular folding carton made of single-layer paperboard. The exterior features a smooth, matte finish with a predominantly orange background and white text. The edges are clean and precise, indicating a well-constructed fold. The front displays the brand name 'vitamina lab' prominently, along with product information and nutritional details on the back. There are no visible flaps or tabs as it appears to be a standard retail box design.

The packaging consists of a flat folding carton with a smooth, white exterior and orange accents. It features a clean, precise construction with no visible fluted layers, indicating it is made from single-layer paperboard. The carton has a folding top flap and is designed to hold multiple product containers, which are cylindrical and made of white plastic with orange branding. The overall form is rectangular, and the carton appears to be designed for retail display.

The packaging is a flat, rectangular folding carton made of single-layer paperboard. It features a smooth, flat construction with clean edges and precise folds. The exterior is predominantly white with vibrant green accents, and it has a matte finish. The front displays the brand name 'vitamina lab' prominently, along with product information and a graphic representation of the product. The back contains detailed nutritional information and ingredient lists, printed in a clear, legible font. The carton has a standard tuck flap closure at the top and bottom.

The packaging consists of a rigid box with a thick chipboard construction. The outer box features a vibrant orange color with a smooth matte finish, while the inner container is a white cylindrical jar labeled with the brand name 'vitamina'. The box opens via a hinged lid, revealing the inner jar. The interior of the lid contains printed information about the product, including usage instructions and benefits, in a clean, organized layout.

The packaging is a folding carton with a smooth, flat construction. It features a vibrant orange exterior with a matte finish, and the interior is designed to hold multiple individual product pouches. The edges are clean and precise, indicating a well-constructed box. The front flap opens to reveal the product compartments, and the overall shape is rectangular with a slight depth to accommodate the inner pouches.

The packaging is a flat, rectangular box made of single-layer paperboard. It features smooth, clean edges and folds, with a predominantly white exterior and green accents. The front displays the brand name 'vitamina lab' in a bold, modern font, accompanied by a circular logo. The box has a matte finish, enhancing its premium appearance. There are no visible fluted layers, indicating it is not corrugated. The design includes icons representing health benefits and product information, all printed in a clear, organized layout.
About the Brand
Vitamina Lab operates within the health supplement sector, offering a range of liposomal vitamins and wellness products. The company focuses on scientifically backed formulations designed for enhanced nutrient absorption, with packaging that reflects both product quality and a modern health-conscious brand identity.
With a product portfolio that includes NAD+ complexes, collagen supplements, and performance enhancers, Vitamina Lab employs a cohesive packaging system centered on carton and rigid boxes. The packaging solutions are tailored for both retail display and e-commerce fulfillment, balancing branding needs with protection and convenience. The visual language of their packaging consistently aligns with industry standards for premium health products, utilizing matte finishes, clear typography, and distinctive color blocking to reinforce credibility and shelf appeal.
Key Differentiator: Vitamina Lab's unique value lies in their integration of liposomal technology with a unified, design-led packaging strategy that elevates perceived product efficacy and trust.
Design System
Visual Style
Modern, clean typography with sans-serif fonts; color palette dominated by orange, white, and green accents; matte finishes and high contrast for clarity and visual impact.
Brand Identity
Consistent application of the 'vitamina lab' logo, strategic placement of product information and benefits icons, and uniform use of branding colors across all packaging types. Iconography is minimal and functional, supporting a clinical yet approachable image.
Packaging Design
Preference for recyclable paperboard and chipboard materials, with a focus on precise folding, clean edges, and compartmentalized structures. Rigid boxes are used for high-value SKUs to reinforce the premium brand positioning.
User Experience
Packaging design prioritizes clarity and ease of access, with clear labeling, organized compartments, and intuitive opening mechanisms. The unboxing process is designed to reinforce trust and perceived quality, supporting brand loyalty and positive customer experience.
Company Metrics
Business insights for Vitamina Lab based on available data
Market Positioning
Brand Values & Focus
Key Competitors
Target Market: Health-conscious consumers seeking advanced nutritional supplements with scientifically backed formulations, primarily in the UK and broader European D2C e-commerce markets.
Packaging Assessment
Overall Grade
Visual appeal and presentation quality
Packaging durability and protection
Eco-friendliness and recyclable materials
Cost efficiency and value for money
Packaging assessment for Vitamina Lab based on industry standards and best practices
Frequently Asked Questions
What types of packaging does Vitamina Lab use for their supplements?
Vitamina Lab utilizes a combination of carton boxes and rigid boxes. Their packaging includes folding cartons for individual products and multi-compartment retail boxes for sets, with rigid boxes reserved for premium or gift items.
How does Vitamina Lab's packaging support product safety and integrity?
The packaging employs single-layer paperboard and chipboard constructions, offering adequate protection for supplements during transit. Clean edges, secure closures, and internal compartments help maintain product organization and reduce movement.
What sustainability measures are evident in Vitamina Lab's packaging?
Most packaging appears to utilize recyclable paperboard and chipboard materials. However, the use of rigid boxes and laminated finishes may limit full recyclability, and there is no explicit evidence of compostable or post-consumer recycled content.
Discover other Health companies
Explore more companies in the health industry and their packaging strategies
Comvita
Health
Comvita is a New Zealand-based company specializing in high-quality Mānuka honey and natural health products. Established in 1974, it aims to connect people with the healing power of nature.
Bio-Synergy
Health
Bio-Synergy is a UK-based company specializing in health and fitness products, including nutritional supplements and DNA testing kits. Their mission is to support individuals in achieving their health and fitness goals through innovative products and personalized insights.
Lily & Loaf
Health
Lily & Loaf specializes in high-quality health and nutrition products, offering a range of supplements and vitamins aimed at supporting an active lifestyle. The company focuses on providing natural solutions for health and beauty.