Rockland Immunochemicals, Inc. packaging
Rockland Immunochemicals, Inc. specializes in antibody and reagent solutions for scientific research, utilizing precision-engineered packaging to ensure product integrity and regulatory compliance. Their packaging strategy emphasizes durable materials and clear branding, supporting the demands of the biotechnology sector.
Packaging Portfolio
Rockland Immunochemicals deploys a portfolio of packaging formats centered around folding carton boxes and corrugated shippers. Carton boxes, constructed from single-layer paperboard with glossy finishes, are utilized for retail presentation and laboratory storage of specialty reagents and antibodies. Corrugated boxes provide multi-layer protection for bulk shipments and sensitive biomolecules, often with internal compartments for secure vial placement. Branding is consistently applied, with clear logos and product information facilitating traceability and compliance. The visual and structural choices address both the logistical and regulatory demands of scientific product distribution.

The packaging is a brown corrugated box with visible fluted layers, indicating its sturdy construction suitable for shipping. The box has a rectangular shape with a standard shipping design, featuring a top flap that folds down and is secured with tape. The edges show slight wear from handling, typical for shipping boxes. The box is printed with black text and barcodes, providing product information and identification.

The packaging consists of a white paperboard carton with a smooth, flat construction. It features clean, precise edges and folds, indicating a single-layer paperboard design. The carton is prominently branded with the 'ROCKLAND' logo and 'cytiva' branding, suggesting a connection to scientific or laboratory products. The overall appearance is lightweight and suitable for retail display.

The packaging is a rectangular folding carton made from single-layer paperboard. It has a smooth, flat construction without any visible fluted layers. The exterior is predominantly black with vibrant orange accents. The edges are clean and precise, indicating a well-finished product. The front features a large logo for 'ROCKLAND' prominently displayed, along with product information. The overall appearance is lightweight yet sturdy, suitable for retail display.

The packaging consists of a brown corrugated box with a rectangular shape. The box is divided into compartments to hold four jars of sauces and seasonings. The edges of the box are visibly fluted, indicating a corrugated construction. The box has a sturdy appearance, suitable for shipping food items. The top flaps are folded down neatly, and there are no visible signs of crushing or wear.
The packaging is a rectangular folding carton made of smooth, single-layer paperboard. It features a predominantly white exterior with a colorful design that includes geometric patterns in blue and green. The edges are clean and precise, indicating a well-constructed fold. The box has a glossy finish, enhancing its visual appeal. The top and sides are printed with branding elements and product information.
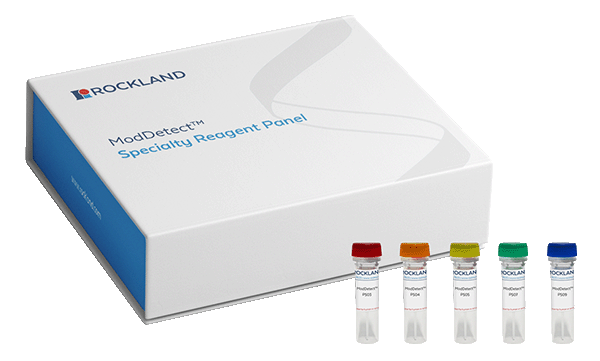
The packaging is a flat, rectangular box with a smooth, single-layer paperboard construction. It features a clean, white exterior with a glossy finish and a blue accent on one edge. The box is designed to hold multiple small vials, indicated by the visible vials arranged next to it. The edges are sharp and well-defined, with precise folds, suggesting a high-quality manufacturing process. The top of the box has a slight curvature, giving it a modern aesthetic.
About the Brand
Rockland Immunochemicals, Inc. delivers biotechnological products such as antibodies and reagents, employing packaging that meets the rigorous standards of laboratory environments. Their approach prioritizes secure containment, clear identification, and brand consistency across a diverse product portfolio.
The company's packaging choices reflect the needs of B2B scientific customers—favoring robust carton and corrugated boxes designed for both retail display and secure shipment of sensitive biomolecules. Visual branding is consistently implemented to reinforce product authenticity and facilitate efficient inventory management in research settings.
Key Differentiator: Rockland's packaging is distinguished by its focus on scientific precision, integrating clear branding and secure structures to support the safe transport and easy identification of specialty reagents and biological materials.
Design System
Visual Style
Clean, modern typography paired with a predominantly white color palette accented by blue, green, and orange highlights. The aesthetic emphasizes clarity, professionalism, and scientific precision.
Brand Identity
Prominent use of the Rockland logo across all packaging, supported by consistent iconography and bold product labeling. Visual consistency is maintained through standardized layout, font use, and color applications.
Packaging Design
Material selection prioritizes smooth, recyclable paperboard for retail cartons and robust corrugated cardboard for shipping. Structural designs focus on precise folds, compartmentalization, and tamper-evident construction to ensure both visual appeal and product safety.
User Experience
Packaging is engineered for efficient unboxing, clear product identification, and seamless integration into laboratory workflows, supporting customer trust and reducing handling errors during research operations.
Company Metrics
Business insights for Rockland Immunochemicals, Inc. based on available data
Market Positioning
Brand Values & Focus
Key Competitors
Target Market: Research laboratories, biotechnology firms, and B2B scientific organizations requiring reliable and compliant packaging for sensitive biomolecules and reagents.
Packaging Assessment
Overall Grade
Visual appeal and presentation quality
Packaging durability and protection
Eco-friendliness and recyclable materials
Cost efficiency and value for money
Packaging assessment for Rockland Immunochemicals, Inc. based on industry standards and best practices
Frequently Asked Questions
What types of packaging materials does Rockland Immunochemicals, Inc. use?
Rockland uses a mix of single-layer paperboard for carton boxes and multi-layer corrugated cardboard for shipping and bulk transport, optimized for laboratory products and sensitive biological shipments.
How does Rockland ensure the safety of its products during transit?
Packaging is selected for durability and compartmentalization, with precise folds and sturdy construction to protect vials, reagents, and delicate biomolecules from damage or contamination.
Is Rockland's packaging environmentally sustainable?
While recyclable paperboard and corrugated materials are used, the overall sustainability score reflects industry-standard practices rather than advanced eco-innovation.
Discover other Science companies
Explore more companies in the science industry and their packaging strategies
Hanna Instruments Italy
Science
Hanna Instruments specializes in providing a range of analytical instruments for chemical analysis, including pH meters, titrators, and photometers. Established in 1978, the company has a strong presence in the electrical and electronic manufacturing industry.
Method Enterprise Sdn Bhd
Science
Method Enterprise Sdn Bhd specializes in providing innovative laboratory solutions, focusing on safety equipment and laboratory fittings. With a commitment to quality and functionality, they cater to various industrial needs.